








Tungsten karbida tidak memaafkan parameter proses yang cuai. Satu kadar suapan yang salah, satu kitaran pembalut yang terlepas, dan anda sedang melihat bahagian-bahagian yang retak mikro yang terus menuju ke tong sampah. Jika anda menjalankan operasi pengisaran karbida dan kadar sekerap anda menjalar melebihi 2%, masalahnya hampir selalu berpunca daripada dua pembolehubah: kadar suapan dan pembalut roda. Jika dilakukan dengan betul, semuanya akan berjalan lancar.
Panduan ini menguraikan parameter praktikal, kriteria pemilihan roda dan strategi penggilapan yang memisahkan pengisaran karbida yang menguntungkan daripada kerja semula yang berterusan. Sama ada anda menggunakan pengisar silinder Walter Helitronic atau Studer, asas-asasnya terpakai merentasi platform.
Mengapa Pengisaran Tungsten Carbide Memerlukan Kawalan Proses Ketepatan
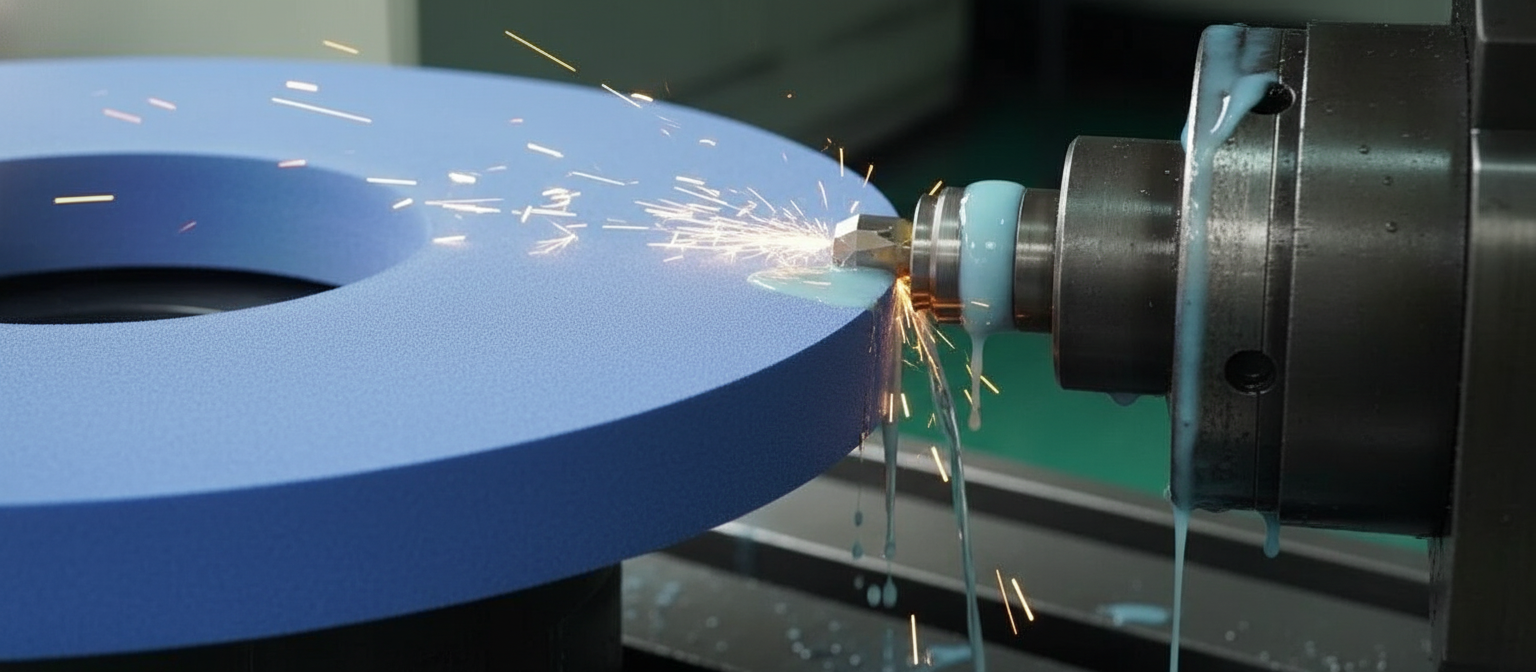
Tungsten karbida berada pada skala 9 hingga 9.5 pada skala Mohs. Kekerasan yang melampau itulah sebabnya ia digunakan dalam alat pemotong, acuan dan komponen haus, tetapi ia juga mengapa pengisarannya menjadi masalah bagi kedai yang biasa mengisar keluli. Bahannya retak dan bukannya gunting. Haba tidak hilang dengan cara yang sama. Dan roda pengisaran yang anda gunakan pada keluli 4140 tidak akan bertahan sepuluh minit pada karbida kosong.
Cabaran utama dalam pengisaran karbida termasuk:
- Pemuatan roda – Serpihan karbida menyumbat butiran kasar dengan cepat, terutamanya dengan roda ikatan resin pada parameter agresif
- Kerosakan terma – Punca haba setempat pembakaran pengisaran dan mikrorekahan bawah permukaan yang menjejaskan integriti bahagian
- Keperluan integriti permukaan – Banyak komponen karbida (penebuk, sisipan, teras acuan) memerlukan nilai Ra di bawah 0.1 μm, yang memerlukan perkembangan grit yang teliti
- Haus roda – Roda berlian juga haus lebih cepat pada karbida berbanding seramik atau keluli yang dikeraskan, menjadikan kekerapan pembalut sangat penting
Proses yang dioptimumkan dengan baik menangani keempat-empat perkara ini secara serentak. Itu bermula dengan pemilihan roda.
Pemilihan Roda Berlian untuk Aplikasi Karbida
Anda perlukan roda pengisaran berlian untuk tungsten karbida. CBN (boron nitrida padu) tidak mencukupi di sini. CBN sangat baik untuk keluli yang dikeraskan dan superaloi nikel, tetapi ia cepat kusam terhadap kekerasan karbida yang melampau. Berlian sintetik, sama ada terikat resin atau terikat logam, adalah satu-satunya pilihan praktikal.
Pemilihan Jenis Bon
Ikatan resin Roda mendominasi pengisaran kemasan karbida. Ia lebih mudah melekat sendiri berbanding logam, menghasilkan kemasan permukaan yang lebih baik dan menghasilkan kurang haba pada zon sentuhan. Pertukarannya ialah haus roda yang lebih cepat, terutamanya pada kadar penyingkiran bahan yang agresif.
Ikatan logam Roda mengekalkan bentuknya lebih lama dan merupakan pilihan yang lebih baik untuk pengisaran kasar dan pengisaran profil. Ia lebih agresif, menanggalkan bahan dengan lebih cepat dan tahan lebih lama antara pembalut. Kelemahannya ialah kemasan permukaan yang lebih kasar dan kecenderungan yang lebih tinggi terhadap kerosakan haba jika penghantaran penyejuk tidak diprogramkan.
Perkembangan Saiz Grit
Memadankan saiz grit dengan peringkat pengisaran tidak boleh dirundingkan. Berikut ialah perkembangan standard yang digunakan dalam pengeluaran pengisaran karbida:
- Pengisaran kasar: 80# hingga 120# grit berlian. Mengeluarkan stok pukal pada kedalaman potongan 0.01 hingga 0.03 mm setiap hantaran.
- Pengisaran separa siap: 150# hingga 200# kersik berlian. Mengurangkan Ra kepada julat 0.1 hingga 0.2 μm.
- Selesaikan pengisaran: 320# hingga 400# kersik berlian. Mencapai Ra 0.025 hingga 0.05 μm pada peralatan yang diselenggara dengan baik.
- Penggilapan/pengilapan: Kersik berlian 600# hingga 1200#. Ra bawah-0.025 μm untuk kemasan cermin pada teras acuan suntikan dan penebuk ketepatan.
Melonjakkan saiz grit membazirkan masa dan roda. Beralih terus dari 80# ke 400# bermakna roda kemasan bekerja lebih keras, memuat lebih cepat dan haus lebih awal. Patuhi perkembangannya. Ia membuahkan hasil dengan sendirinya.
Pengoptimuman Kadar Suapan: Nombor Yang Penting
Kadar suapan pada pengisaran karbida adalah lebih perlahan daripada yang dijalankan oleh kebanyakan bengkel pada keluli, dan ada sebab yang baik. Tolak terlalu kuat dan anda akan mendapat mikrorekahan. Jalankan terlalu konservatif dan masa kitaran anda akan melambung. Titik terbaik bergantung pada peringkat pengisaran, jenis ikatan roda dan ketegaran mesin.
Parameter Pengisaran Permukaan
Untuk pengisaran permukaan karbida kosong dan sisipan, parameter ini berfungsi dengan baik sebagai titik permulaan:
- Kelajuan meja pengisaran kasar: 200 hingga 400 mm/min (8 hingga 16 inci/min), dengan suapan ke bawah 0.01 hingga 0.03 mm setiap hantaran
- Kelajuan meja pengisaran selesai: 50 hingga 150 mm/min (2 hingga 6 inci/min), dengan suapan ke bawah 0.002 hingga 0.005 mm setiap hantaran
- Suapan silang setiap lejang: Biasanya 25% hingga 40% lebar roda untuk kerja kasar, 10% hingga 15% untuk kemasan
- Kelajuan permukaan roda: 1,200 hingga 1,800 m/min untuk ikatan resin, 1,500 hingga 2,200 m/min untuk ikatan logam
Parameter Pengisaran Silinder
Karbida pengisaran silinder (pengisaran OD bagi penebuk, teras dan perkakas bulat) memperkenalkan nisbah kelajuan antara roda dan bahan kerja. Persediaan tipikal:
- Nisbah kelajuan (Vroda/Vkerja): 60:1 hingga 80:1 untuk kerja kasar, 80:1 hingga 120:1 untuk kemasan
- Kadar suapan: 0.5 hingga 1.5 mm/min untuk pengasaran, 0.1 hingga 0.3 mm/min untuk hantaran percikan api
- Kelajuan bahan kerja: Kelajuan permukaan 15 hingga 30 m/min pada bahan kerja
- Masa percikan api: Minimum 3 hingga 5 saat pada parameter penamat untuk menghapuskan pesongan
Jadual Perbandingan Kadar Suapan dan Kemasan Permukaan
Jadual berikut menunjukkan bagaimana saiz grit dan kadar suapan berinteraksi untuk menghasilkan hasil kemasan permukaan tertentu pada gred tungsten karbida standard (K10-K40, HV1200-1600):
| Peringkat Pengisaran | Grit Berlian | Kelajuan Meja (mm/min) | Suapan/Hantaran (mm) | Ra tipikal (μm) | Ikatan Roda |
|---|---|---|---|---|---|
| Kasar | 80# | 300 – 400 | 0.02 – 0.03 | 0.4 – 0.8 | Logam |
| Kasar | 120# | 250 – 350 | 0.01 – 0.02 | 0.3 – 0.5 | Logam |
| Separuh siap | 200# | 100 – 200 | 0.005 – 0.01 | 0.1 – 0.2 | Resin |
| Selesai | 400# | 50 – 100 | 0.002 – 0.005 | 0.025 – 0.05 | Resin |
| Poland | 800# | 30 – 60 | 0.001 – 0.002 | 0.01 – 0.025 | Resin |
Nombor-nombor ini mengandaikan mesin yang diselenggara dengan baik dengan larian gelendong di bawah 2 μm dan roda yang dibalut dengan betul. Jika mesin anda mempunyai getaran gelendong atau galas gelendong yang haus, semua pertaruhan tidak sah. Betulkan mesin terlebih dahulu, kemudian optimumkan prosesnya.
Teknik Pengisaran Roda untuk Pengisaran Karbida
Di sinilah kebanyakan kedai meletakkan wang di atas meja. Pengisaran roda pada pengisaran karbida tidak sama dengan pengisaran roda aluminium oksida untuk keluli. Strateginya berbeza, kekerapannya berbeza, dan akibatnya jika tersilap adalah lebih mahal.
Mengapa Pemakaian Lebih Penting untuk Karbida
Apabila roda berlian dibebani dengan serpihan karbida, kecekapan pemotongan akan menurun. Pekali geseran akan meningkat. Haba akan terkumpul di zon sentuhan. Dalam beberapa saat sahaja, anda akan merosakkan bahan kerja secara terma. Pembalut yang betul akan menanggalkan lapisan yang dibebani, mendedahkan butiran berlian yang baru dan mengembalikan geometri pemotongan roda.
Roda yang tidak tersusun dengan betul adalah punca utama:
- Luka terbakar permukaan dan tanda pengoksidaan pada bahagian karbida
- Retakan mikro di bawah permukaan tanah (selalunya tidak kelihatan sehingga bahagian tersebut gagal berfungsi)
- Kawalan dimensi yang lemah disebabkan oleh peningkatan daya pengisaran
- Kegagalan roda pramatang akibat corak haus yang tidak sekata
Kaedah Berpakaian Dibandingkan
Tongkat pembalut silikon karbida – Kaedah paling biasa untuk roda berlian ikatan resin. Kayu SiC (biasanya GC 60-80# atau 100-120#) dipasang dengan tangan atau dipegang pada roda berputar. Silikon karbida lebih lembut daripada berlian tetapi cukup kasar untuk menanggalkan lapisan ikatan yang dimuatkan dan mendedahkan butiran berlian baharu. Ini adalah kaedah yang kos efektif yang berfungsi dengan baik untuk kebanyakan pengisaran karbida pengeluaran. Tekanan pembalut hendaklah konsisten: sentuhan ringan dan sekata untuk 2-3 pusingan roda.
Pembetulan EDM (pemesinan nyahcas elektrik) – Digunakan terutamanya untuk roda berlian ikatan logam dan untuk penyatuan profil. Penyatuan EDM boleh mencapai profil kompleks yang mustahil dengan kayu SiC. Ia menggunakan nyahcas elektrik terkawal untuk menghakis ikatan logam dan mendedahkan grit berlian segar. Kaedah ini memerlukan peralatan khusus (unit penyatuan EDM berputar) tetapi memberikan keupayaan pegangan bentuk yang unggul untuk pengisaran profil sisipan karbida dan alat bentuk.
Meja rias putar berlian – Cakera berlian bersalut yang membentuk roda pengisar kepada profil yang tepat. Biasa digunakan dalam persekitaran pengeluaran bervolum tinggi di mana konsistensi bentuk adalah penting. Meja rias berputar bergolek melawan roda pengisar pada nisbah kelajuan terkawal (biasanya nisbah kelajuan meja-ke-roda 0.5:1 hingga 0.8:1). Pelaburan awal yang lebih tinggi, tetapi hasil yang sangat boleh diulang.
Parameter Pemakaian Yang Berfungsi
Mendapatkan parameter pembalut yang betul adalah sama pentingnya dengan kaedahnya:
- Kedalaman pembalut: 0.005 hingga 0.015 mm setiap laluan untuk kemasan kayu SiC. Terlalu agresif dan anda akan membazirkan jangka hayat roda berlian. Terlalu ringan dan anda tidak membersihkan permukaan roda sepenuhnya.
- Kekerapan berpakaian: Setiap 10 hingga 20 bahagian untuk pengisaran kasar, setiap 5 hingga 10 bahagian untuk pengisaran kemasan. Jika anda perasan kemasan permukaan merosot atau daya pengisaran meningkat, segera bersihkan. Jangan tunggu sehingga selang masa yang dijadualkan.
- Kadar suapan pembalut: Untuk kemasan automatik (mesin CNC), potong pada kelajuan 50 hingga 150 mm/min merentasi permukaan roda. Potong kemasan yang lebih perlahan dengan lebih agresif, mendedahkan lebih banyak berlian segar tetapi menanggalkan lebih banyak bahan roda.
- Bahan penyejuk semasa pembalut: Sentiasa gunakan bahan penyejuk semasa membalut. Pembalut kering menghasilkan kejutan haba pada ikatan roda berlian dan boleh menyebabkan kegagalan ikatan pramatang.
Penghantaran Bahan Penyejuk: Pembolehubah Yang Tidak Dikenali
Anda boleh mendapatkan setiap parameter lain dan masih membuang bahagian jika anda penghantaran penyejuk tidak betul. Pengisaran karbida menghasilkan haba pekat dalam zon sentuhan kecil dan penyejuk perlu mencapai zon tersebut dengan tekanan dan isipadu yang mencukupi untuk mengelakkan kerosakan haba.
Parameter penyejuk utama untuk pengisaran karbida:
- Jenis penyejuk: Penyejuk sintetik atau separa sintetik pada kepekatan 5% hingga 8%. Elakkan minyak terus pada roda ikatan resin (ia boleh melembutkan ikatan).
- Tekanan muncung: Minimum 4-6 bar (60-90 psi) pada zon sentuhan. Tekanan yang lebih rendah mewujudkan penghalang stim yang menghalang penyejukan yang berkesan.
- Kadar aliran: Minimum 20 hingga 40 liter seminit untuk persediaan pengisaran permukaan standard.
- Kedudukan muncung: Nozel mesti berada dalam lingkungan 10-15 mm dari zon sentuhan roda-benda kerja. Tiada jurang. Tiada halangan. Periksa semula selepas setiap penukaran roda.
- Penapisan: Penapisan 10 μm atau lebih halus. Swarf pengisaran karbida sangat kasar dan akan memusnahkan pengedap pam dan menyumbat muncung jika tidak ditapis dengan betul.
Satu kesilapan biasa: kedai menghalakan muncung penyejuk ke arah roda dari jarak 50 mm dan tertanya-tanya mengapa ia mendapat kesan terbakar. Dekatkan muncung, tingkatkan tekanan, dan pastikan aliran mengenai zon sentuhan, bukan zon pengudaraan roda.
Menyelesaikan Masalah Masalah Pengisaran Karbida Biasa
Walaupun dengan parameter yang dioptimumkan, masalah tetap timbul. Berikut ialah panduan diagnostik ringkas:
Pemuatan Roda
Simptom: Daya pengisaran yang meningkat, kemasan permukaan yang lemah, perubahan warna bahan kerja. Pembetulan: Mengemaskan dengan lebih kerap, meningkatkan kepekatan penyejuk, mengurangkan suapan ke bawah, bertukar kepada roda berstruktur lebih terbuka (porositi yang lebih tinggi).
Kebakaran/Perubahan Warna Permukaan
Simptom: Tanda pengoksidaan biru atau coklat pada permukaan tanah, kemungkinan rekahan mikro bawah permukaan. Pembaikan: Kurangkan kelajuan roda (kurang penjanaan haba), tingkatkan kelajuan meja (masa sentuhan yang lebih pendek setiap titik), tingkatkan tekanan dan kedudukan penghantaran bahan penyejuk. Baca lebih lanjut tentang punca dan penyelesaian luka bakar pengisaran.
Mikroretakan
Simptom: Alat ganti rosak pramatang semasa digunakan, selalunya beberapa minggu atau bulan selepas pengisaran. Biasanya dikesan dengan pemeriksaan penembusan pewarna atau dengan memecahkan kupon ujian. Pembetulan: Kurangkan suapan turun setiap laluan, tingkatkan masa percikan api, sahkan penyejuk sebenarnya sampai ke zon sentuhan (bukan hanya menyembur berdekatan), gosok roda dengan lebih agresif untuk memastikan pemotongan yang bersih.
Kehidupan Roda yang Buruk
Simptom: Roda haus lebih cepat daripada yang dijangkakan, nisbah G jatuh di bawah 20. Pembetulan: Periksa sama ada anda menggunakan jenis ikatan yang betul untuk aplikasi, sahkan pembalut tidak terlalu agresif, sahkan kepekatan dan penghantaran penyejuk adalah betul, periksa getaran mesin.
Membina Proses Berdokumen
Bengkel-bengkel yang sentiasa menghasilkan bahagian-bahagian tanah karbida berkualiti tinggi tidak bergantung pada gerak hati pengendali. Mereka mendokumentasikan semuanya:
- Rekod spesifikasi roda (grit, bon, kepekatan, gred) untuk setiap operasi
- Dokumenkan kadar suapan, kelajuan dan selang pembalut untuk setiap nombor bahagian
- Jejaki nisbah-G (isipadu bahan yang dikeluarkan berbanding isipadu roda yang digunakan) untuk memantau prestasi roda dari semasa ke semasa
- Ukur dan catatkan kemasan permukaan pada artikel pertama dan pada selang masa yang tetap (setiap 10-20 bahagian)
- Rekodkan parameter pembalut dan keadaan roda selepas setiap kitaran pembalut
- Catatkan sebarang perubahan proses dan kaitkan dengan hasil yang berkualiti
Dokumentasi ini menjadi garis dasar proses anda. Apabila timbul masalah kualiti, anda boleh membandingkan parameter semasa dengan tetapan yang diketahui baik dan mengenal pasti apa yang berubah. Ia juga menjadikan latihan pengendali baharu jauh lebih pantas.
Dapatkan Roda yang Tepat untuk Operasi Pengisaran Karbida Anda
Pengoptimuman proses bermula dengan roda pengisaran yang betul. Kadar suapan yang ditala dengan sempurna tidak bermakna apa-apa jika ikatan roda, saiz grit atau kepekatan tidak sepadan dengan gred dan aplikasi karbida khusus anda.
郑州众信砂轮有限公司 (Zhengzhou Zhongxin Grinding Wheel Co., Ltd.) mengeluarkan ketepatan roda pengisaran berlian direka bentuk khusus untuk aplikasi pengisaran tungsten karbida. Dengan pilihan ikatan resin dan ikatan logam dalam saiz grit dari 80# hingga 1200#, kami boleh membekalkan roda untuk setiap peringkat proses pengisaran karbida anda, daripada penyingkiran stok kasar hingga penggilapan cermin.
Pasukan teknikal kami boleh membantu anda memilih spesifikasi roda yang tepat untuk mesin, bahan benda kerja dan keperluan kemasan permukaan anda. Kami juga menyediakan cadangan kemasan yang disesuaikan dengan setiap spesifikasi roda.
Hubungi kami hari ini:
- Emel: root@shalun.net
- Telefon/WeChat: 15538050608
- Tel: 0371-62513386
- Alamat: No. 1111-1, Kexue Avenue, Daerah Shangjie, Zhengzhou, Henan, China
Beritahu kami gred karbida anda, persediaan roda semasa dan kemasan permukaan yang anda perlukan. Kami akan mengesyorkan roda yang meningkatkan nisbah G anda dan mengurangkan kos setiap bahagian anda.